專注金屬薄板設備生產 濰坊精翔機電設備有限公司
<del id="cwu0k"></del> <fieldset id="cwu0k"></fieldset>
<strike id="cwu0k"></strike>
專注金屬薄板設備生產 濰坊精翔機電設備有限公司
概述
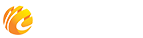
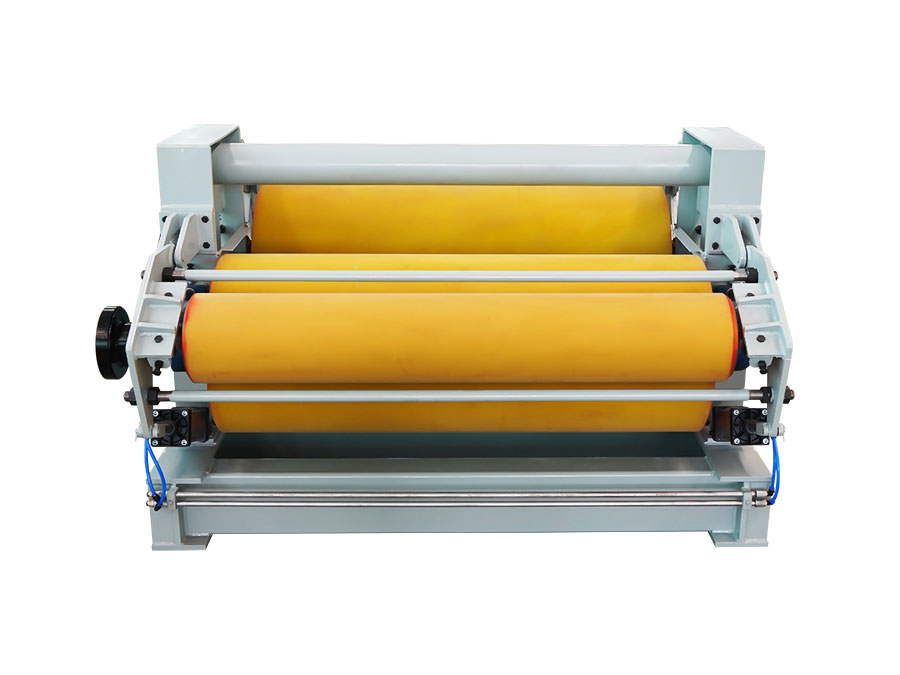
1.逆涂方式對鋼板正面進行高**涂敷。
2.機頭及相應驅動裝置。
3.機頭安裝在直線導軌上,通過氣缸或液壓缸驅動,可在鋼板連接部位通過時,使涂敷輥脫離鋼板,避免涂輥被劃傷。
4.漆盤可升降,設有油漆再循環系統。
5.每個提料輥、涂敷輥、定模輥、轉移輥由單獨的交流電機驅動,驅動連接為萬向節。所有電機布置在涂敷室外。
6.通過改變每個輥子的旋轉速度和定模輥與轉移輥之間的距離控制涂層厚度。
7.定模輥配有刮刀片。
技術參數
| 涂機頭數量 | 正面一個 |
| 輥類型 | 正面4輥式 |
| 涂輥 | 1個,Φ260×1500mm,聚氨脂 |
| 提料輥 | 1個,Φ240×1500mm,表面鍍鉻 |
| 轉移輥 | 1個,Φ265×1500mm,表面鍍鉻 |
| 定模輥 | 1個,Φ240×1500mm,表面鍍鉻 |
| 背輥 | 1個,Φ600×1500mm,表面鍍鉻 |
| 刮片 | 1套 |
| 打開裝置 | 由液壓缸或氣缸驅動 |
| 涂料盤 | 1套,不銹鋼 |
涂機頭兩輥之間有壓力顯示。并可增加數字伺服定模控制系統。綜合濕膜**±0.5μm。
在線留言

開卷機
張力機

前處理擠干架
匯合夾送

上下料小車

輔助支撐

手機端
手機端

公眾號





 15154326901
15154326901